��ĥ�մ��NƬ
���£�2018-3-21 10:25:43 �c����
- �a(ch��n)ƷƷ�� ������
- �a(ch��n)Ʒ��̖ KN-AL
- �a(ch��n)Ʒ����
...
�a(ch��n)Ʒ��B
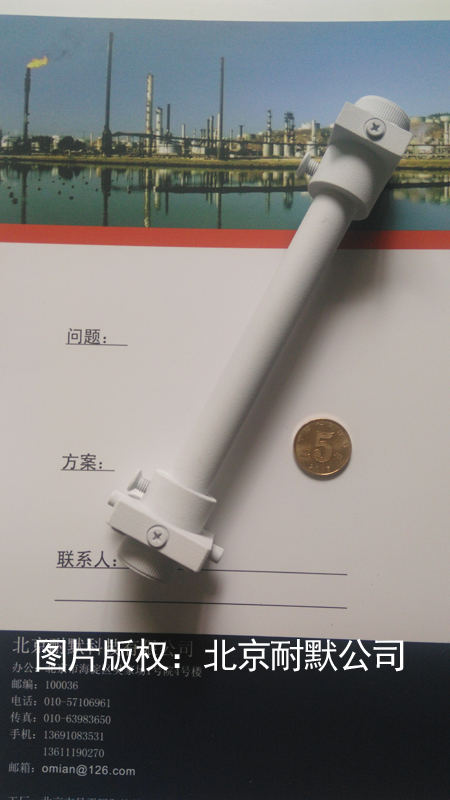
��ĥ�մ��NƬ����AL2O3��ԭ������ϡ�н�����������܄�����(j��ng)1730��ĸߜ؟��Y(ji��)�Ƴɵ��طN�����մ����ٲ�����ĥ�zճ�Y(ji��)�M�ϳɵ���ĥ�մ��NƬ���ɸ���(j��)��ͬ�������x����ĥ�մ��NƬ���M���Ñ���������ļ��g�l������ĥ�մ��NƬ����ĥ�����i�280�����Ǹ��t�T�F��180.5�����V��������늏Sú��ݔ����䓏S���Y(ji��)���m��ˮ���S����I(y��)�����P�O�����ܵ���

�D��1�����NҎ(gu��)�����ĥ�մ��NƬ
һ����ĥ�մ��NƬ���칤ˇ
����(j��)AL2O3�մ�Ƭ�Ĵ�С�Π��������ͬ���a(ch��n)Ʒ�����ij���ˇ�ɲ��øɉ����D�������T���ቺ�ȶ�N����ˇ�����ڻ����l(f��)늏S�ͷ۹ܵ�����������X�մ�Ƭ��ʹ�ßቺ�T��������ĩ��(j��ng)�߉��ƶ��ɣ����C������������(y��u)�c��1�������w�����ܶȸߣ��ҷֲ�������2�����^ƽ�����⻬���ߴ羫�ȸ���3���ɴ�����Ҏ(gu��)ģ���a(ch��n)�������M����
�����X�մɲ��ø���������������һ�Mխ����(j��ng)���F��������̎���ĸ�Ʒ�|(zh��)�����X��ĩ��ԭ�ϡ���(j��ng)�ƌW���䷽�M���OӋ�̓�(y��u)���ğ��Y(ji��)��ˇ�����������w��(j��ng)�^1620��ĸߜ؟��Y(ji��)ʹ���ϳ���������^�ߵğ��Y(ji��)�ضȱ��C�˲��Ͼ��нY(ji��)���Y(ji��)��(g��u)���IJ��ϵ��^�Y(ji��)��(g��u)�����������Y(ji��)��(g��u)�DZ��C���Ͼ߂䃞(y��u)����ĥ�p���ܵı�Ҫ�l����

�D��2��ֲ��ʽ����ĥ�մ�
���g���ܣ�
1����ĥ�p�������X�����մɣ�Ӳ���_��HRA85��������ĥ���ܱ��i���ĥ280����
2�������X�մɃ�(n��i)�r�Ӽ��g����(sh��)��
|
��ĥ�մ� |
AL2O3 |
�������� |
���ۏ��� |
����Ӳ�� |
Ī��Ӳ�� |
�ܶ� |
�͜� |
|
��95% |
��550Mpa |
��370Mpa |
HRA��86 |
9�� |
3.80g/cm3 |
��50 ��1700�� |
|
|
ý�w�� |
��ˮ�� |
����A |
ճ���濹������ |
260���¿������� |
�zճ���� ���Џ��� |
�͜� |
|
|
���� |
���� |
�� 24.2Mpa |
��18Mpa |
�� 7.08Mpa |
�� 7.08Mpa |
|
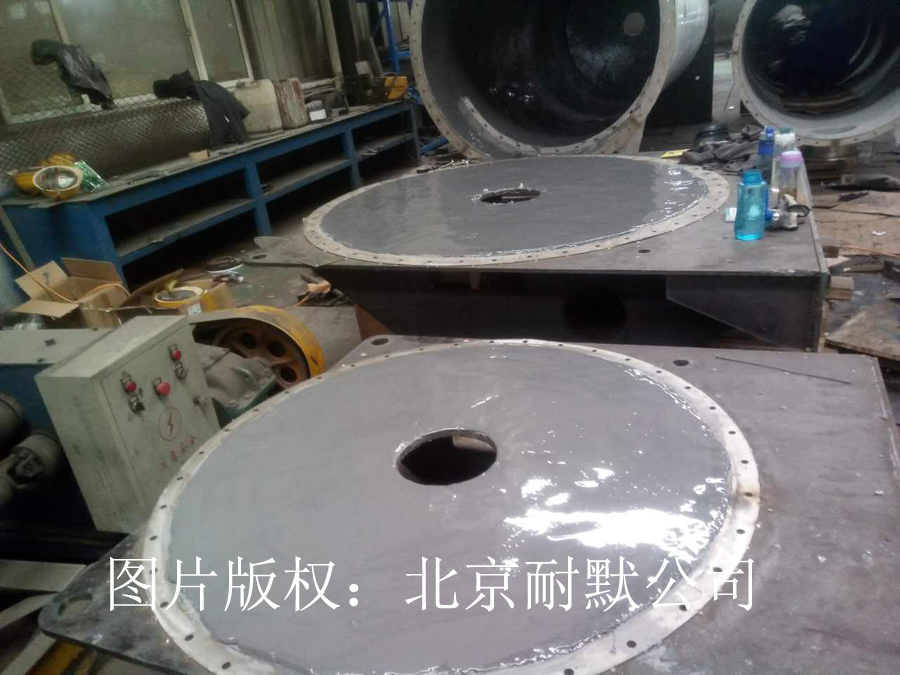
3����ĥ�մ�Ƭ��ȡ���i��Ƭ���OӋ����Ƕ�����ßo�C�zճ�Y(ji��)�������Ã��ܺ��ӹ�ˇ�����F�ο��մ�Ƭͨ�^������ĥ��˨�̶�����w����������Ó�����մɉKҪ�����ͬ�ܵ����Hͨ��һ�µĻ����ԜpСú�۵�ݔ���������մɉK�и����ý���ʯ��Ƭ������������N�ӵ���Ʒ�������մ��b�N��ƽ�����M�����γɹ⻬����ÿ�������մɉK�ĸߵͲС��0.5mm��

�D��3������ʽ��ĥ�մ��NƬ
4���L���M���ڸ�����50-100mm���ӶΣ��c�ͷ۹ܵ��������a(ch��n)Ʒ�F(xi��n)�����ӑ��o����Ҫ�����Ա��C�a(ch��n)Ʒ�ڬF(xi��n)�����غ��ӕr�������������� 6.��(j��ng)�������躸��䓼������߅�������������
5����ĥ�մ��L�ܲ��á��r��(ji��)���Y(ji��)��(g��u)������Ҳ�ɲ����������m�ҽ�(j��ng)���ķ�������������횱��C��ĥ�մ��L�ܵ�ͬ�ĶȺ����w�|(zh��)���� 8.�մ�Ƭճ�N���ֱ�ܶ�(n��i)�ڑ��Ͳ�ճ�N��ֱ�ܶ�(n��i)��һ���������S���_�A���ɉK���g���氼�����^��0.5mm��
6���L�܃�(n��i)�ڑ��⻬ƽ�����oë����ë߅��ճɳ�������ȱ�����o�Ѽy�������������ݡ��A�ӵ�ȱ����
7���p�پS�o����������ĥ��ʹ�z���l�δ������(ji��)�s�ɱ����˹���
����a(ch��n)Ʒ